Die Herausforderung
Vorvergütete Kunststoffformenstähle weisen in der Regel eine Härte zwischen 40 und 50 HRC auf. Doch mit steigender Härte ändert sich das Zerspanungsverhalten der Materialien entscheidend.
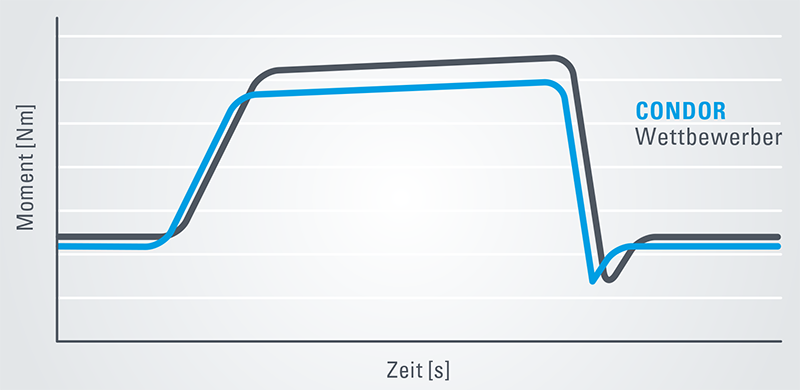
Während die unten genannten Werkstoffe im unteren Härtebereich noch eher langspanend sind, werden ab ca. 45 HRC nur noch kurze Späne erzeugt. Um den Anwendern hierbei einen prozesssicher einsetzbaren Gewindebohrer an die Hand zu geben, der beide Bereiche abdeckt, wurde das „Projekt CONDOR“ gestartet.
Anwendungsspektrum
- Konstruktionsstähle
- Werkzeugstähle
- Kaltarbeitstähle
- Warmarbeitsstähle
Das Entwicklungsprojekt
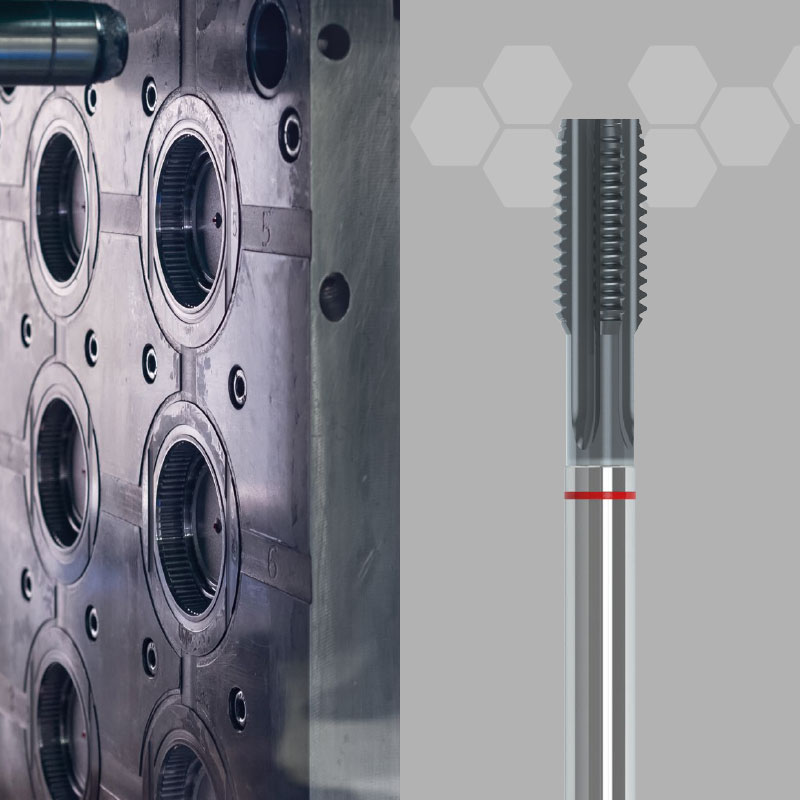
Gemeinsam mit starken Partnern aus den Bereichen Substrat, Wärmebehandlung, Oberflächentechnologie und Schneidkanten-präparation haben wir in einem zweijährigen F&E-Projekt ein bahnbrechendes Werkzeugkonzept für gehärtete Stähle und Kunststoffformenstähle entwickelt, das die prozesssichere Serienfertigung auf ein neues Niveau hebt.
Entscheidende Parameter waren hierbei
- Optimierung der Härte- und Warmfestigkeit
- Optimierte Nutenform durch FEM-Simulation
- Mikrogeometrie der Schneide
- Innovatives Beschichtungsverfahren
Die Eigenschaften
- Speziell konfiguriertes PM-Substrat
- Hochpräzise Verrundung der Schneidkante
- Erhöhte Nutenzahl zur Standzeitverbesserung
- Ausführung mit und ohne Innenkühlung
Die Vorteile von CONDOR
- Einsetzbar für lang- und kurzspanende Materialien
- Höchste Prozesssicherheit durch Innenkühlung
- Besondere Eignung für die Serienfertigung
- Problemlöser für Toolox 44 und Hardox 400
- Teil des Katalogprogramms M 3 – M 16